線性滑軌-安裝技術教學及簡易問題排除
線性滑軌的『安裝方式』:
線性滑軌安裝方式分以下兩種
1.基準側滑軌的安裝:
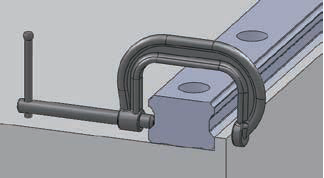
裝配螺絲非正式的鎖緊後,使用小型虎鉗將軌與橫向基準面緊密地接觸,再正式地鎖緊裝配螺絲,根據裝配螺絲之間距,按順序反覆緊固。
2.被動側滑軌的安裝:正確地安裝了基準側滑軌之後,於安裝被動側滑軌時,可按照以下的方法實施。
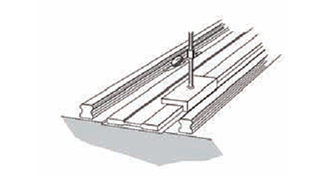
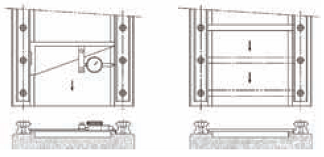
(1) 用直線塊規的方法:將放在2滑軌之間的直線塊規,通過千分錶將其調整到與基準側滑軌橫向基準面平行,然後以直線塊規為基準,通過千分錶調整被動側滑軌的直線度,從軸端部開始按順序將裝配螺絲固定。
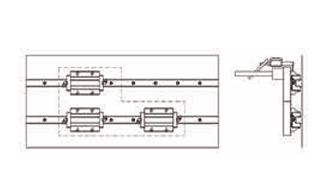
(2) 移動工作台的方法:將基準軸的2個滑塊固定於工作台上,而將被動側的滑軌與滑塊(1個)分別非正式地固定在床身和工作台上,將千分表的支座固定於工作台上,千分表的側定端子與被動側的滑塊側面相接觸,從軸端開始移動工作台,一邊找出平行度一邊按順序將螺絲固定。
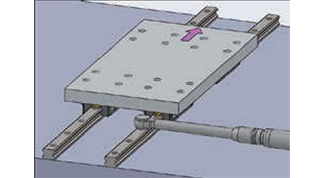
(3) 仿效基準側滑軌的方法:將工作台裝在基準側滑軌與非正式鎖緊的被動側滑軌的滑塊上,基準側的2個滑塊與被動側2個滑塊中的1個用螺絲固定,剩下的被動側的滑塊先非正式地鎖緊使工作台移動,一邊確認滾動阻力一邊按順序鎖緊被動側滑軌的裝配螺絲。
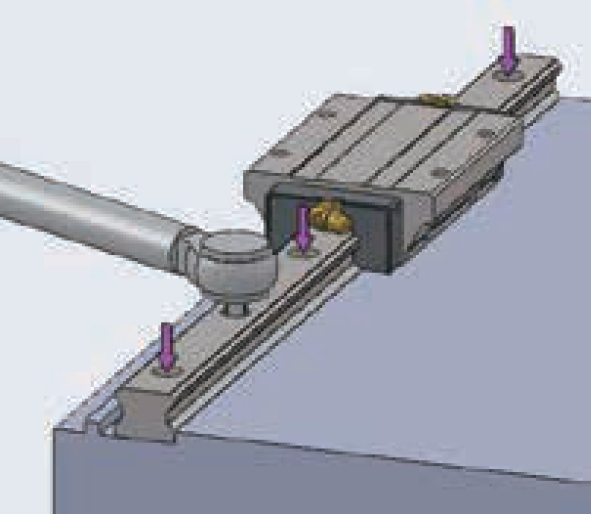
(4) 使用專用工具的方法:使用左圖所示的專用工具,從一端按安裝間隔,以基準側的橫向基準面為基準,一邊調整被動側基準面的平行度,一邊正式地鎖緊裝配螺絲。
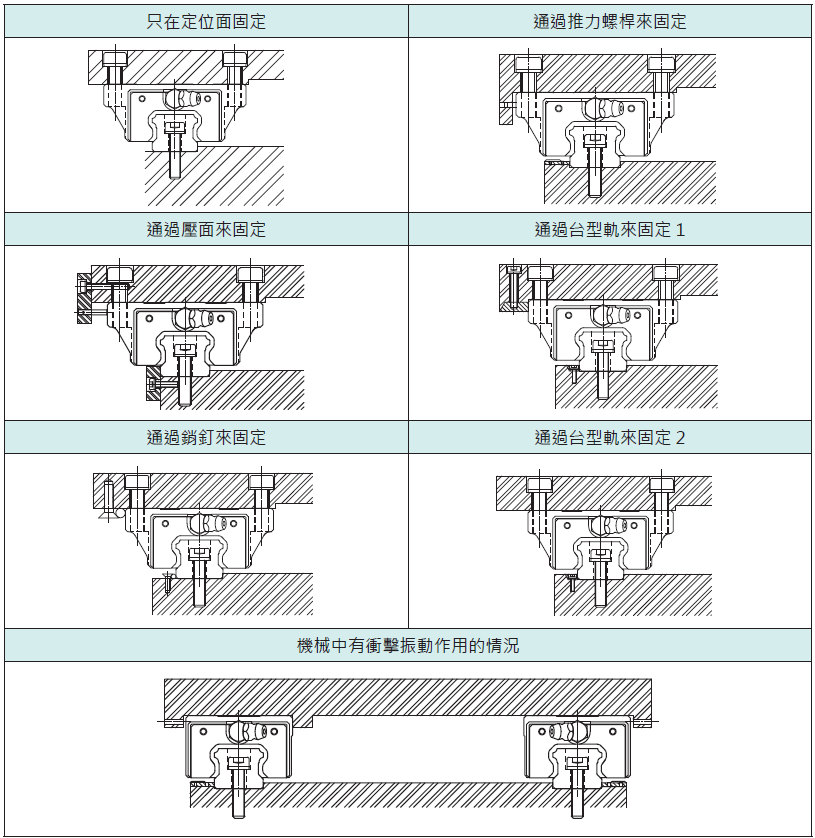
適用於有振動衝擊且高剛性和高精度的安裝範例
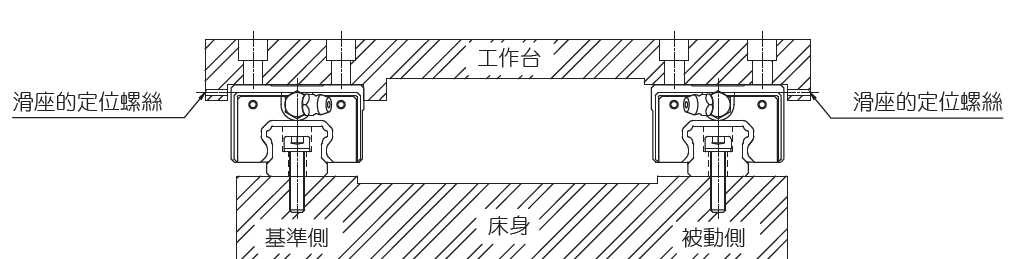
基準側的滑軌無定位螺絲時的安裝範例
線性滑軌常用固定方式
線性滑軌的『安裝注意事項』分為以下兩種:
1.軌道安裝注意事項
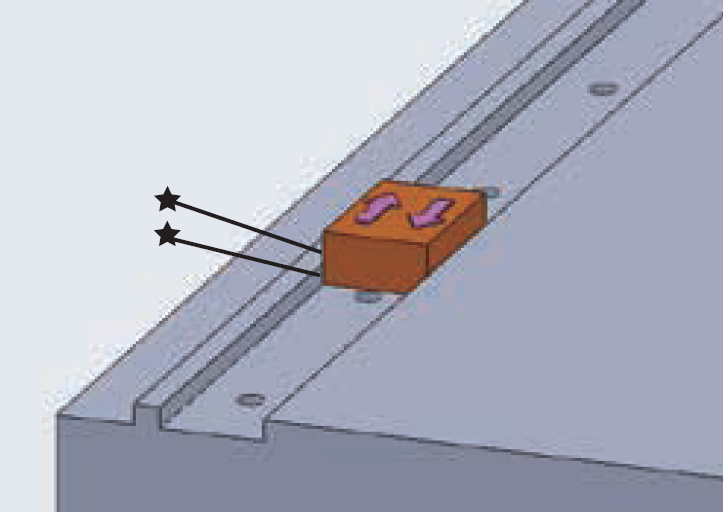
(A) 安裝前務必去除安裝基準面(如符號★所示)上的毛邊、凹痕及污物。
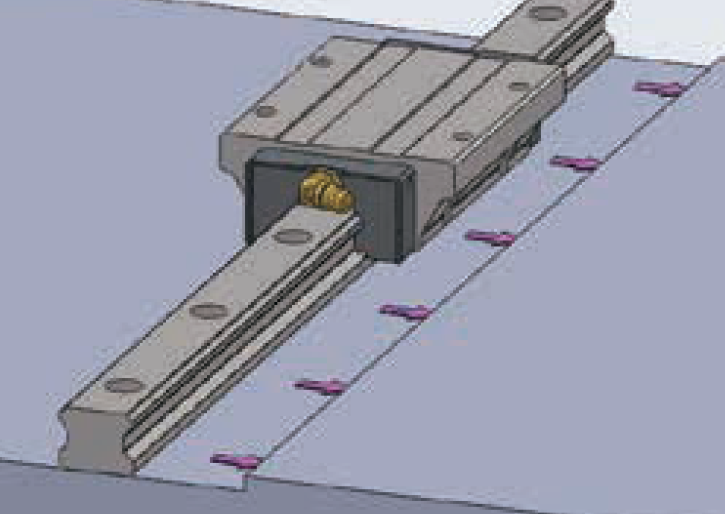
(B) 將滑軌裝在機床上後再鎖緊裝配螺絲,使滑軌與安裝面輕輕地緊靠。
(床身的基準面要與滑軌有標記線的一側相接觸)
(C) 按順序將滑軌的定位螺絲鎖緊,使滑軌與轉向安裝面緊密相接。
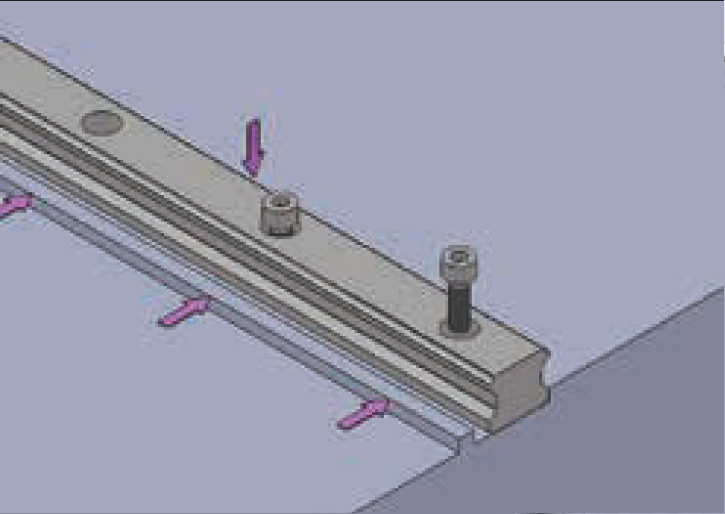
(D) 使用扭矩扳手,將裝配螺絲按規定的扭矩鎖緊,使其緊密相接。注意: 滑軌裝配螺絲的鎖緊順序是,從中央位置開始向端部按照順序鎖緊,這樣也可獲得穩定。
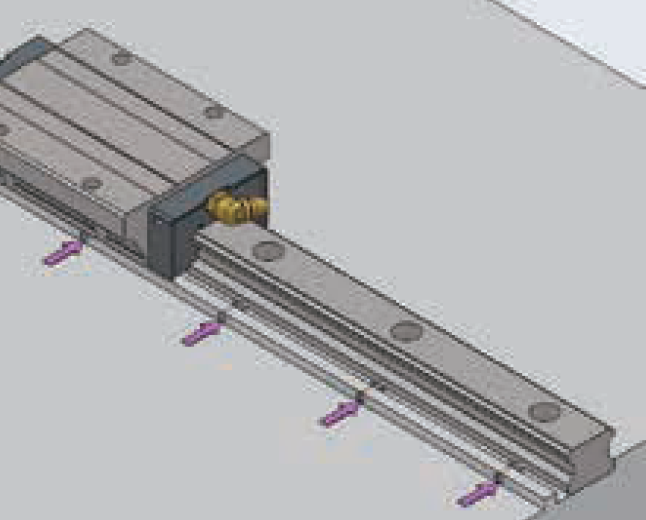
(E) 其餘的滑軌也依同樣的方法安裝直到全部完成
(F) 將專用防塵蓋緩慢地敲入裝配螺絲孔,直到與滑軌的上面同一平面為止。
2.滑塊安裝注意事項
(A) 將工作台慢慢地裝在滑塊上,螺絲非正式鎖緊。
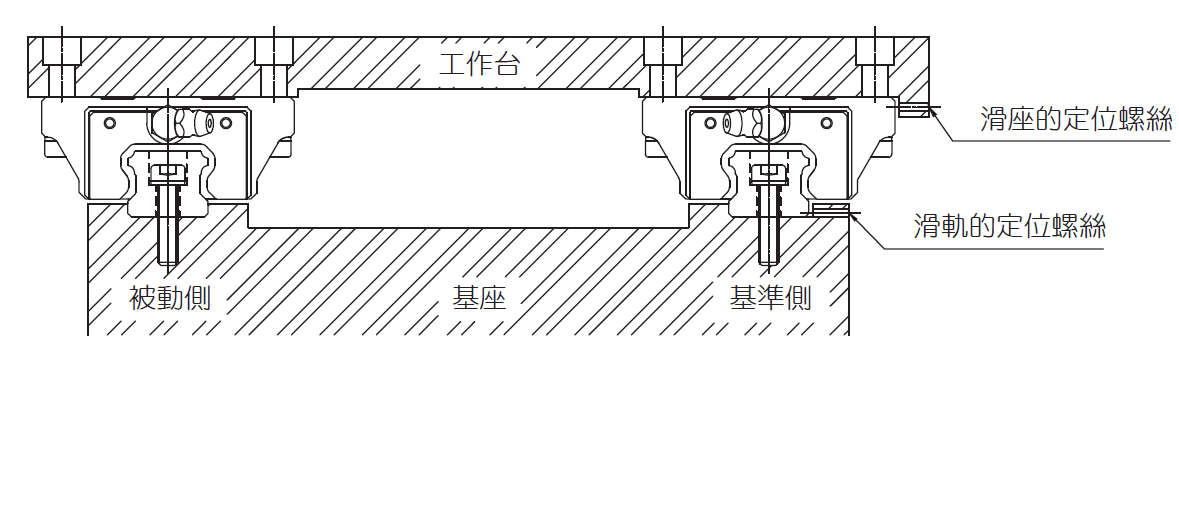
(B) 通過定位螺絲將滑塊的基準側與工作台側面基準面接觸上,使工作台定位。
(C) 正式鎖緊基準側和被動側的裝配螺絲安裝完成。(可參考左圖)
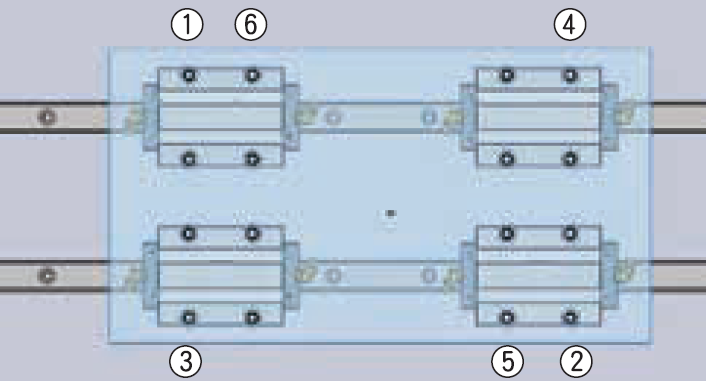
注意:按對角線所標示之順序將裝配的螺絲鎖緊,進行使工作台更 加均衡的固定。
線性滑軌簡易異常排除
| 品名 | 不良品描述 | 可能原因 | 導致結果 | 解決方案 |
| 滑軌 | 珠溝有傷痕/表面剝落 | 負載過大/壽命終結/撞機 | 順暢不佳 | 更換新品 |
| 裁切面毛邊殘留 | 加工異常 | 滑塊配件損壞 | 修整毛邊/更換配件 | |
| 生鏽/蛀孔 | 保存不當/溶劑腐蝕 | 外觀/順暢不佳 | 表面處理/更換新品 | |
| 偏負荷 | 組合精度不良 | 順暢不佳/磨耗異常/壽命降低 | 檢驗安裝精度/重新組裝 |
| 品名 | 不良品描述 | 可能原因 | 導致結果 | 解決方案 |
| 滑塊 | 珠溝有傷痕 | 負載過大/壽命終結/撞機 | 順暢不佳 | 更換新品 |
| 配件損壞 | 撞機 | 功能失效 | 更換配件 | |
| 生鏽/蛀孔 | 保存不當/溶劑腐蝕 | 外觀/順暢不佳 | 表面處理/更換新品 | |
| 異物入侵 | 髒污/切削粉塵 | 循環系統失效 | 伸縮護罩(蛇套)/伸縮防塵蓋 |